服务热线:18953908371
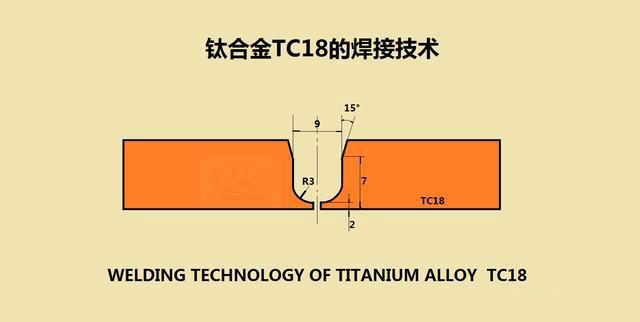
对于钛合金TC18厚度18mm以下的对接焊,可采用钛合金TA20直径2.0mm的焊丝。焊件的坡口一般采用UV复合型坡口形式。手工氩弧焊多层焊工艺通常要在真空冲氩保护箱内进行焊接。18mm厚的钛合金TC18具体焊接参数见图。
 钛合金精密件在化工领域应用的详细分析 (2025/3/5) 钛合金精密件在化工领域应用的详细分析 (2025/3/5) |
青岛钛合金加工公司今日分享:TA9(Ti (2023/3/11) |
| 青岛钛合金厂家表示:钛合金焊接注意事项 (2022/2/16) |
钛合金厂家朗恩斯分享:纯钛螺丝和钛合金螺 (2020/11/18) |
| 钛合金厂家分享:钛及钛合金铸造原理 (2020/4/27) |
钛和钛合金焊接工艺详细分析由青岛朗恩斯提 (2020/1/9) |
| 青岛朗恩斯分享:钛合金加工其实没那么难 (2020/1/9) |
朗恩斯分享:TC18钛合金的焊接技术 (2019/4/26) |
| 技术知识:钛合金加工的主要工艺诀窍 (2019/4/26) |
朗恩斯分享:不锈钢装饰条怎么切不发黑 (2019/4/26) |
| 朗恩斯知识讲解:钛合金焊接时有哪些注意事 (2018/12/19) |
钛合金主要用途有哪些?钛合金用于哪些行业 (2018/8/4) |
